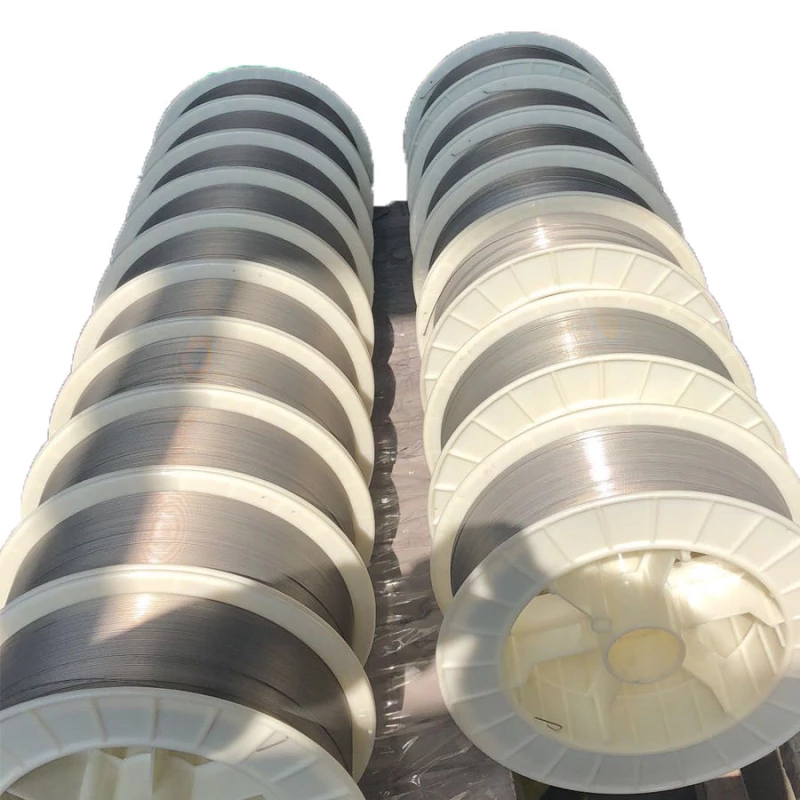



ERTi-2 Titanium Wire is a kind of pure titanium welding wire for commercial use. Compared with Grade 1 welding wire, its impurity content is less, it has good mechanical properties and excellent welding process performance. It is used for titanium alloy welding, mainly seawater and brine heat exchanger, condenser and paper bleaching system
| Standard | ASTM B863 AWS A5.16 |
| Specification | OD:1.0-4.0mm L: 1000mm |
| Technology | Forging, Drawing |
| Surface | Polished surface, pickling surface |
| Advantages | Corrosion resistance, high temperature resistance low temperature resistance, non-toxic, non-magnetic, high strength, small thermal conductivity |
| Application | Used for titanium alloy welding, mainly seawater and brine heat exchanger, condenser and paper bleaching system and other projects. |
| Component | Ti | Fe | O | C | N | H |
| ERTi titanium wire | Balance | ≤0.20 | ≤0.18 | ≤0.05 | ≤0.03 | ≤0.012 |
Commercially Pure Titanium Grade 2 is slightly stronger than Grade 1 but equally corrosion resistant against most applications. Best strength to weight ratio of any corrosion resistant material. This grade is one of the most common Titanium Grades and is used for Heat exchangers, condenser tubing and bleaching plants in paper industry, offshore oil installation water pipe lines.
Precautions
1. Construction personnel and welders should wear clean white gauze gloves (cotton gloves are strictly prohibited).
2. It is strictly forbidden to touch and touch iron objects with hands in the treated welding area.
3. The welding work should be carried out indoors as much as possible, and the ambient wind speed should be ≤0.5m/s to avoid being affected by drafts.
4. Short-arc welding should be used as much as possible during welding, with small welding heat input, and the angle between the nozzle and the weldment should be kept at 70-80 degrees.
5. During the positioning welding of the butt pipe, the butt gap is generally about 0.5mm.
6. Each weld seam should be welded once as much as possible. For weld seams that must be welded, the interface should be cleaned before welding, and the length of the weld meat overlap is 10~15mm.
7. When welding, the welding torch should not swing left and right, and the melting end of the welding wire should not move out of the gas protection zone.
8. Gas should be supplied in advance when welding and arc starting. When the arc is extinguished, the torch should not be lifted immediately, and the gas supply should be delayed until the temperature drops below 250°C.
9. The distance between the gas shield and the welding torch should be the shortest, and the gap between the gas shield and the pipe wall should be minimized. When performing pipe butt welding, in order to meet the requirements of single-sided welding and double-sided forming, the welding is carried out twice: one is back welding (filling material can not be used for back welding), and the other is forming welding. In multi-layer welding, it is necessary to wait for the previous pass to cool completely before welding the next pass.
We have more categories for you. lf you can't find the products you want above,just fill in the form and tell us whatproducts you want to import from China.










